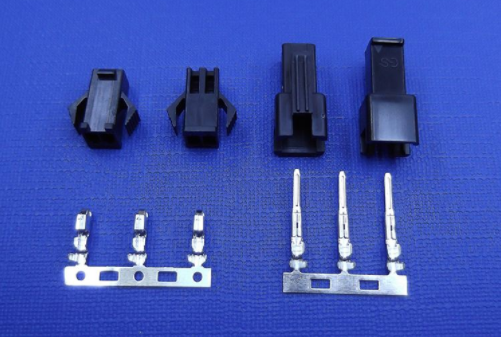
Как вы все знаете, разъемы состоят из пластиковых корпусов и клемм.Как происходит процесс изготовления пластиковых корпусов, клемм и последующей сборки их в коннекторы?В этой статье будет представлен процесс изготовления разъема.

1, штамповка
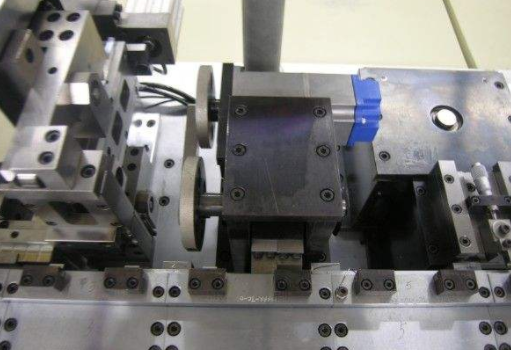
Процесс изготовления электронных разъемов обычно начинается с штамповки контактов.Электронные разъемы (штыри) штампуются из тонких металлических полос на больших высокоскоростных прессах.Один конец большого рулона металлической ленты подается в передний конец пробивной машины, а другой конец наматывается на колесо рулонной ленты через гидравлический стол пробивной машины, и колесо рулонной ленты вытягивает металлическую ленту. и раскатывает готовое изделие.
2, гальваника
Штырь разъема должен быть отправлен в секцию гальваники после штамповки.На этом этапе поверхность электронного контакта разъема покрывается различными металлическими покрытиями.
 3, впрыск
3, впрыск
Пластиковый бокс-держатель для электронного разъема изготавливается на этапе литья под давлением.Обычный процесс включает в себя впрыскивание расплавленного пластика в металлические мембраны, которые затем быстро охлаждаются до формы.Так называемая «утечка» происходит, когда расплавленный пластик не полностью заполняет мембраны.Это типичный дефект, который необходимо проверить во время литья под давлением.Другие дефекты включают заполнение или частичную блокировку домкрата (который необходимо содержать в чистоте и разблокировать для правильной вставки штифта во время окончательной сборки).Система машинного зрения, используемая для контроля качества после литья под давлением, относительно проста, потому что подсветка может легко идентифицировать утечки седла коробки и заглушки.
4, сборка
Завершающим этапом изготовления электронного разъема является окончательная сборка.Существует два способа соединения и вставки гальванических штифтов с седлом впрыскивающей коробки: одинарная вилка или комбинированная вилка.Отдельная вставка относится к каждой вставке булавки;Совмещение множества штифтов одновременно с посадочным местом коробки.Независимо от способа вставки производитель требует, чтобы все штифты на этапе сборки были проверены на герметичность и правильность расположения;Другой тип рутинной задачи проверки связан с измерением расстояния на сопрягаемой поверхности разъема.
 Выше приведен процесс производства разъема, хотя моделей разъемов сотни тысяч, но производство разъема примерно такой шаг.
Выше приведен процесс производства разъема, хотя моделей разъемов сотни тысяч, но производство разъема примерно такой шаг.
Время публикации: 12 февраля 2022 г.